功率變送器在造紙磨漿機控制系統中的應用
劉細鳳
安科瑞電氣股份有限公司 無錫江陰 202201
摘要:造紙磨漿機控制系統中由PLC通過變頻器控制磨漿機的磨刀進退位移量,功率變送器對磨漿機高壓電機的功率信號進行采集,同時將功率信號以DC4-20mA模擬量信號傳輸至PLC,從而控制系統動態地調節磨漿機的刀距,構成穩定可靠的閉環系統。
關鍵詞:功率變送器;磨漿機;PLC;變頻器
0.概述
雙盤磨漿機作為國內造紙行業制漿線中使用*泛的磨漿設備,因各紙種的最終品質評鑒不同,要求盤磨打漿度不同。磨片之間間隙的大小直接影響了盤磨打漿度,為保證盤磨在合適的磨片下能夠打出合適的紙漿,需要有精確地控制系統。
造紙磨漿機控制系統以PLC為核心,與功率變送器和變頻器結合應用,對雙盤磨漿機工藝實行過程控制,具有高穩定性與快速動態響應特性,既能實現打漿過程的平穩、精確控制,又能提高磨漿機的控制性能和自我保護能力,增強控制系統的可靠性和性。
1.控制過程與原理
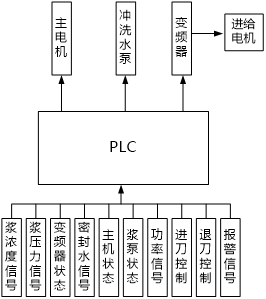
造紙磨漿機控制系統的總體結構如圖1,主要工藝動作過程如下:主機啟動之前,首先啟動液壓泵電機,確認沖水清洗磨室后進紙漿,為系統正常工作提供漿壓。接著,主機啟動,快速進刀,由待機停刀位進刀到相應位置,再慢速進刀到正常工作狀態位。根據具體的工作需要,先行斷漿之后可以實現人工或自動退刀到停刀位,正常退刀之后,系統會給出是否沖水清洗的提示,確認沖水完畢,即可實現整機停車。當遇到特殊情況時,可以先緊急停車,退刀之后,再停止液壓泵工作。
圖1 造紙磨漿機控制系統
2.功率變送器在磨漿機的進退刀控制中的作用
造紙磨漿機的磨盤的實際工作間距非常小,要求在快速進刀之后,必須控制好進刀的速度,避免刀盤之間產生直接磨擦,損壞刀盤。進刀控制包括兩個方面:快速進刀和慢速進刀。快速進刀是為了節省進刀時間提高效率,慢速進刀則是為了對進刀量進行準確控制,以滿足刀盤之間對距離的嚴格要求。因此需要在紙漿濃度和流量穩定的基礎上實現恒功率打漿控制。
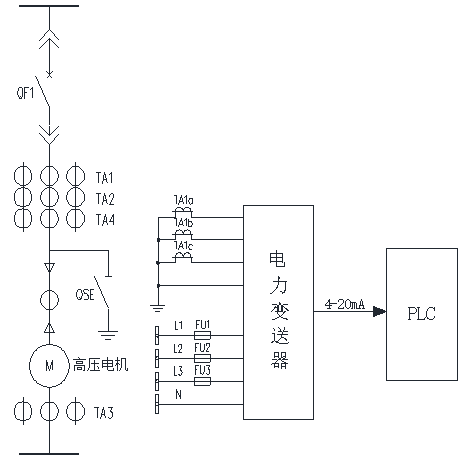
磨漿機10kV高壓系統電路圖如圖2所示。功率變送器通過裝在磨漿機10kV高壓電機線路中的電壓互感器和電流互感器,采集電壓和電流,從而檢測磨漿機10kV高壓電機的功率,功率變送器以4mA表示功率信號的零點,用20mA表示功率信號的滿刻度,然后將功率信號以DC4-20mA成比例關系線性輸出,傳至PLC。PLC根據功率信號動態地調節磨漿機的刀距,控制進刀或退刀,從而實現恒功率打漿控制。
圖2 磨漿機10kV高壓系統電路圖
3.BD系列電力變送器
3.1概述
BD系列電力變送器是一種將電網中的電流、電壓、頻率、功率、功率因數等電參量,經隔離變送成線性的直流模擬信號或數字信號裝置。產品符合GB/T13850-1998、IEC-688標準。
3.2通用技術條件
外觀圖片
技術參數指標
精度等級0.5%FS
輸入標稱值電流AC、DC 1A、5A;
電壓AC、DC 100V、300V、500V等
過載持續1.2倍,瞬時電流10倍/5秒;
瞬時電壓2倍/30秒
吸收功率≤0.3VA(電流輸入);
電壓輸入,≤0.3VA(100V時),≤0.6VA(300V時),
≤1VA(500V時)
頻率50±5Hz ,60±5Hz
輸出標稱值DC 4-20mA、DC 0-20mA、DC 0-5V、DC 0-10V等
負載電阻電流輸出時≤600Ω
電壓輸出時≥1000Ω
紋波含量<0.5%峰值
響應時間≤400ms
電源電壓AC 85~265V
DC 100~350V、DC 24V/DC 48V
功耗交流電流,電壓類≤3VA,
功率類≤4VA
絕緣電阻≥100MΩ
耐壓強度輸入//輸出//電源之間 2.0kV/1min, 50Hz
溫度系數≤200ppm/℃
安裝方式TS35導軌,或用螺釘固定在柜體上
3.3 BD系列電力變送器特點
?整個量程范圍都有較高的線性度
?輸出帶載能力強,信號傳輸距離可達幾百米
?可通過485通訊,將測量數據傳輸至后臺
?集成化程度高,結構簡單,優良的溫度特性和長期工作穩定性
4.結束語
裝有安科瑞電力變送器的造紙磨漿機控制系統已經在某造紙廠正式投運,操作簡單,不僅實現了打漿過程的平穩、精確控制,同時還解決了常規產品的勞動強度高、維護量大、指標不穩定、能耗高的一系列問題;并較好地達到保護設備、節能降耗的目的。
參考文獻
[1] 企業微電網設計與應用手冊.2020.6
[2] 周小瑩.基于S7-200的新型磨漿機控制系統設計[J].中華紙業,2007(8):63-66.
[3] 徐萍.一種磨漿機控制系統:中國,201610731160.2[P].2018-03-09.


 您的位置:
您的位置: 在線交流
在線交流